Giriş
Ekstruder, plastik işleme hattının kalbi olarak kabul edilir. Bu cihaz, plastik granülünün eritilmesi, karıştırılması ve belirlenen basınç altında kalıba iletilmesi süreçlerini yürütür. Bu yazıda mil kovan sistemiyle çalışan ekstruderleri ele alıyoruz: tek vidalı ve çift vidalı ekstruderlerin farkları, ana bileşenler ve temel işletim ilkeleri. Ayrıca granül makinası entegrasyonu ve 2. el ekstruder alımında dikkat edilmesi gereken noktaları da paylaşacağız. Amaç, operatörler ve mühendisler için net bir kontrol listesi sunmaktır.
Temel Kavramlar
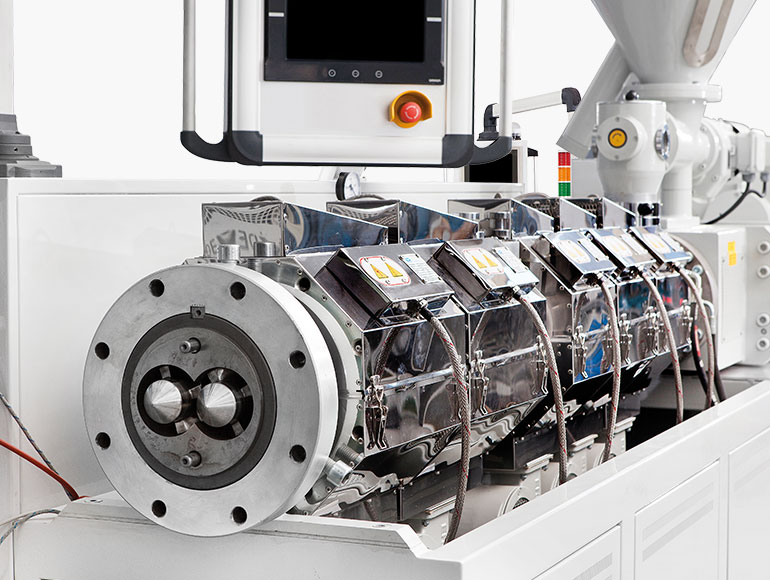
Mil kovan (barrel) ve vida (screw) birleşimi, plastik malzemenin beslenmesi, eritilmesi ve plastikleşmesi süreçlerini yürütür. Tek vidalı ekstruderler basitlik ve düşük yatırım maliyeti sağlar; çift vidalı ekstruderler ise daha iyi karıştırma, daha yüksek doluluk ve daha kontrollü plastikleşme sunar. L/D oranı (uzunluk/beton) ise plastikleşme verimini ve dağılımı etkiler. Granül makinası entegrasyonu, granül kalitesinin kurutulması ve hat içi akışın kararlı kalması için kritik rol oynar. 2. el ekstruderlerde ise mil-kovan aşınması, vida kısmi yıpranması ve kontrol sistemi güvenilirliği gibi konular önem kazanır. Bu kavramlar, gelecekteki kararlarınızın temelini oluşturur.
Uygulama / İpuçları
İyi bir seçim için öncelikler şu şekilde belirlenir: (1)Malzeme türü ve kuru/nem içeriği uygun şekilde belirlenmelidir; (2)Hedef üretim kapasitesi ve baskı türü (yarı mamul veya son ürün) netleşmelidir; (3)Isı profili ve bölgesel sıcaklıklar, malzemenin türüne göre ayarlanır. Sıcaklık profili, besleme hattından kalıba kadar farklı bölge ve sıcaklıklarda uygulanır. Vidalarda yapılan ayarlarda rpm (devir/dakika) ve geri basınç dengeli tutulmalıdır; bu, homojen karışım ve nitelikli melt akışı için kritiktir. 2. el ekipmanlarda ise bakım geçmişi, geri dönüşüm sistemi ve kontrol panelinin stabil çalışması incelenmelidir. Granül makinası ile entegrasyon sırasında, die tipi ve kalıpta istenen akış doğrultusunda uygun konfigürasyonlar seçilmelidir.
- Besleme: Yeterli doluluk, tıkanıklıkları önler ve dalgalı akışı azaltır.
- Isı yönetimi: Aşırı ısınma, polymer degradation ve kıvam bozulmasına yol açar.
- Bakım: Mil-kovan sızdırmazlığı, vida aşınması ve sensör kalibrasyonu periyodik olarak kontrol edilmelidir.
- 2. el alımında kontrol listesi: Parça durumu, değiştirme sıklığı, motor ve dişli kutusu durumu, haberleşme arızaları.
Sık Hatalar
En sık karşılaşılan hatalar arasında yetersiz veya aşırı besleme, hatalı sıcaklık profilleri ve dengesiz geri basınç bulunur. Besleme hacmi, malzemenin nem içeriği ve yapışkanlığı ile uyumlu olmalıdır; aksi halde doluluk düzensizliği ve ürün kusurları ortaya çıkar. Ayrıca mil-kovan kaçakları, aşınmış vida uçları ve sızdırmazlık sorunları üretim sürekliliğini olumsuz etkiler. Bakım eksikliği, bileşen ömrünü kısaltır ve güvenlik risklerini artırır. Bu nedenle düzenli bakım, ölçüm ve kayıt tutma kritik öneme sahiptir.
Sonuç
Ekstruder ve mil-kovan sistemleri için doğru ekipman seçimi, süreç kontrolü ve düzenli bakım, verimlilik, ürün kalitesi ve operasyon güvenilirliğini doğrudan etkiler. Özellikle 2. el ekipmanlarda, kapsamlı bir muayene ve uygun yenileme planı ile toplam sahip olma maliyeti düşürülebilir. Doğru tasarım ve süreç yaklaşımıyla, malzeme kalitesi ve üretim stabilitesi sağlanır.

